
IndustryOS®: A Scalable Universal Manufacturing Operating System (UMOS) Built on the ISA-95 Standard
IndustryOS®: A Scalable Universal Manufacturing Operating System (UMOS) Built on the ISA-95 Standard
Tranforming Manufacturing Today, Forever End to End Value: Strategic Foresight & Digital Execution
IndustryOS® is a proprietary manufacturing digitalization software of Sparrow Risk
Management.
From Digital Chaos to a Unified Manufacturing ⇲ Backbone
In the era of Industry 4.0, the modern manufacturing enterprise is drowning in data yet starved for wisdom. A significant chasm has long separated the corporate office from the plant floor. The enterprise, with its Resource Planning (ERP) systems, speaks the language of finance, orders, and logistics. The factory, with its Operational Technology (OT), speaks the language of sensor readings, machine states, and process variables. This IT/OT divide has created a state of digital chaos a persistent source of inefficiency, strategic misalignment, and costly, brittle custom integrations. To thrive in this new competitive landscape, manufacturers require a single pane of glass, a unified digital backbone that weaves a consistent digital thread from the top floor to the shop floor, translating data into actionable intelligence at every step.
The definitive architectural blueprint for this unified system is the ANSI/ISA-95 standard, the internationally recognized framework for enterprise-control system integration. It provides the common language and robust models needed to finally bridge the IT/OT divide. However, a blueprint alone cannot build a factory; it requires a masterful implementation. This analysis serves as a detailed case study of IndustryOS® by Sparrow, a platform meticulously engineered from the ground up as a direct and innovative implementation of the ISA-95 standard. By exploring the standard’s core tenets and examining how IndustryOS® translates them into a cohesive software architecture, we will demonstrate that this deep alignment is precisely what makes IndustryOS® a truly scalable solution, ready to drive manufacturing excellence in any industry.
The ISA-95 Foundation: Architecting for Universal Scalability
To understand how a software platform can achieve universal scalability, one must first appreciate the framework that makes universal communication and data modelling in manufacturing possible. The ANSI/ISA-95 standard (or IEC 62264) provides the lingua franca of modern manufacturing. Its fundamental purpose is to solve the costly and error-prone problem of making business and manufacturing systems communicate effectively by providing three pillars of standardization: consistent terminology, consistent information models, and consistent operations models.
The design principles of ISA-95 are the very essence of what makes a software architecture scalable and future-proof. Firstly, the standard is technology-agnostic. It is intentionally abstract, defining what information needs to be exchanged and its structure, not the specific technology used to implement it. A platform built on this principle, like IndustryOS® , can ingest data from a 30-year old PLC, a modern DCS, and a cloud-based IIoT platform, all while mapping the data to the same consistent internal models.
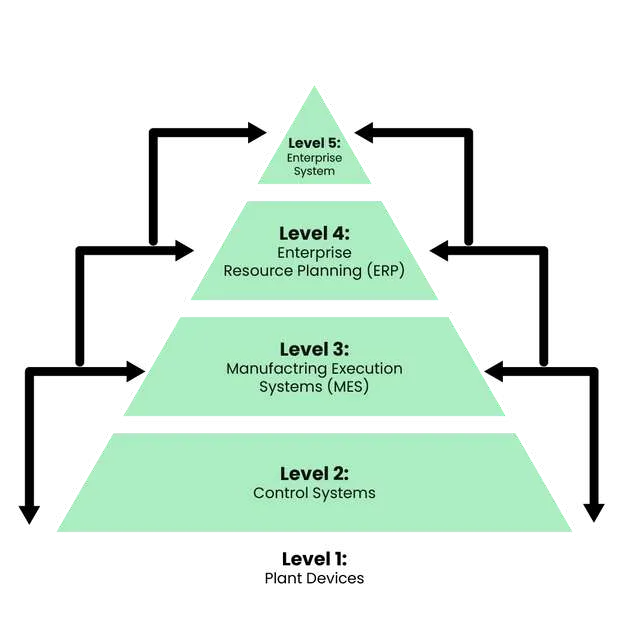
Secondly, the standard’s five-level Automation Pyramid, based on the venerable Purdue Reference Model, provides a brilliant model for data abstraction and contextualization. It creates a logical structure for transforming millions of raw, high-frequency data points from the plant floor into aggregated, context-rich information for enterprise systems.
Table: The ISA-95 Hierarchical Levels (The Automation Pyramid)
| Level | Level Name | Primary Function/ Activities | Typical Timeframe | Example Systems/ Technologies |
|---|---|---|---|---|
| Level 4 | Business Planning & Logistics | Establishing business schedules, operational planning, order processing, inventory and financial management. | Months, Weeks, Days | Enterprise Resource Planning (ERP), Customer Relationship Management (CRM), Supply Chain Management (SCM) |
| Level 3 | Manufacturing Operations Management (MOM) | Managing production workflows, detailed scheduling, dispatching, resource allocation, recipe execution, performance tracking. | Days, Shifts, Hours, Minutes, Seconds | Manufacturing Execution Systems (MES), Laboratory Information Management Systems (LIMS), Warehouse Management Systems (WMS) |
| Level 2 | Monitoring & Control | Supervising, monitoring, and controlling the physical process in real-time. Executing control recipes and logic. | Seconds, Sub-seconds | Programmable Logic Controllers (PLC), Distributed Control Systems (DCS), Supervisory Control and Data Acquisition (SCADA) |
| Level 1 | Sensing & Manipulation | Sensing process variables (e.g., temperature, pressure) and manipulating control elements (e.g., valves, motors). | Seconds, Milliseconds | Smart Sensors, Actuators, Analysers, Intelligent I/O Devices |
| Level 0 | The Physical Process | The actual physical equipment and processes involved in manufacturing. | Milliseconds, Microseconds | Motors, Valves, Pumps, Reactors, Conveyors, Robotic Arms |
Finally, the standard is functionally comprehensive. It is a cohesive suite of multiple parts, each addressing a specific integration challenge, from high-level concepts to detailed transaction specifications.
Table: Overview of the ANSI/ISA-95 Standard Suite
| Part Number | Full Title | Core Purpose |
|---|---|---|
| ANSI/ISA–95.00.01 | Models and Terminology | Establishes the foundational vocabulary and conceptual models, including the hierarchical framework, for defining the enterprise-control interface. |
| ANSI/ISA–95.00.02 | Objects and Attributes for Enterprise-Control System Integration | Defines the detailed data structures (objects and their attributes) for the key manufacturing resources (Personnel, Equipment, Material) exchanged between Level 4 & Level 3. |
| ANSI/ISA–95.00.03 | Activity Models of Manufacturing Operations Management | Defines the standard activities and functions within Level 3 (MOM), covering Production, Quality, Maintenance, and Inventory operations. |
| ANSI/ISA–95.00.04 | Objects and Attributes for MOM Integration | Defines the detailed data structures (objects and attributes) used for information exchange between the MOM activities defined in Part 3. |
| ANSI/ISA–95.00.05 | Business-to-Manufacturing Transactions | Specifies the dynamic information exchanges (transactions) between Level 4 and Level 3 systems, defining the content and structure of messages. |
| ANSI/ISA–95.00.06 | Messaging Service Model (MSM) | Defines a technology-independent model for the messaging services required to execute the transactions from Part 5, ensuring interoperability and consistency. |
The IndustryOS® Architecture: A Manufacturing Knowledge Graph in Practice
A truly scalable system requires more than just features; it requires a profoundly intelligent data architecture. The heart of the IndustryOS® platform is not just a database, but a true “Manufacturing knowledge graph” built upon the ISA-95 ontology. This architecture understands the intricate relationships between data, allowing it to answer complex, multi-domain questions that are impossible for siloed applications. It is a Universal Manufacturing Operating System (UMOS).
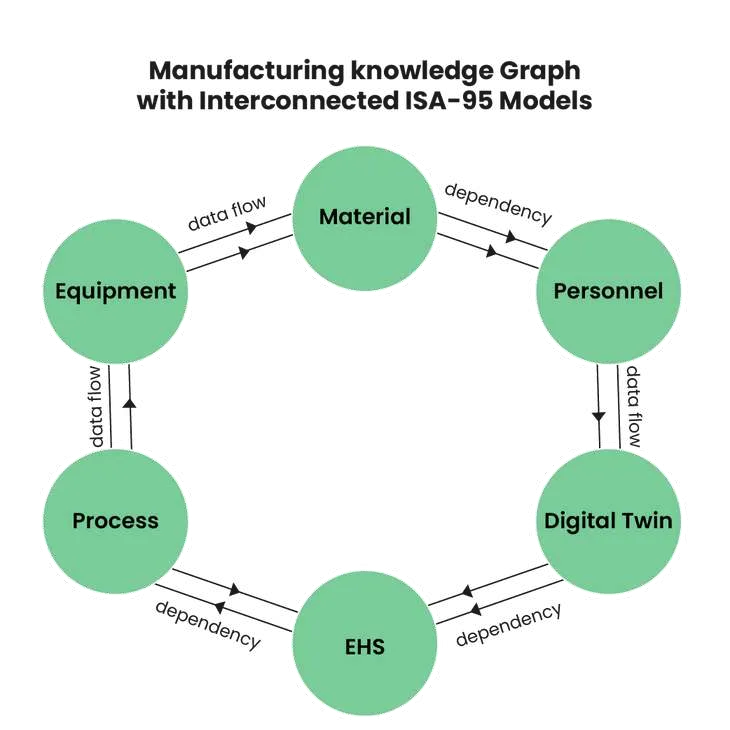
The platform’s Entity-Relationship architecture is a direct translation of these standard ISA-95 models. It includes a robust Equipment Model implementing the full ISA-95 hierarchy, a Material Model for complete bi-directional traceability, and a Personnel Model for skills and compliance management. While these models define the ‘who, what, and where’ of manufacturing, the true operational intelligence comes from the Process and Production Model, the dynamic core that orchestrates all manufacturing activities. This central model defines entities like WorkOrder and ProductionPerformance and links them to equipment, materials, and personnel, forming the core MES functionality of the platform.
To move beyond traditional MES, the IndustryOS® architecture extends these core models. The EHS and Sustainability Model provides detailed tracking by creating a direct linkage of Energy Consumption Record and Emission Record to a specific Work Order, enabling precise, granular carbon foot printing. The Digital Twin and Connectivity Model provides the framework for high-fidelity virtual representations by defining entities like Sensor, DataStream, and Analytical Model (e.g., a machine learning model). This allows IndustryOS® to move beyond simple alerts to autonomously evaluate the impact of predicted failures and proactively reschedule activities. To illustrate the level of detail, the following table provides a dictionary for key entities within the IndustryOS® data model.
Table: IndustryOS® Data Model Dictionary (Sample)
| Entity Name | Description | Attribute Name | Data Type | Constraints | Example Value | Relationship |
|---|---|---|---|---|---|---|
| Equipment Module | A logical piece of equipment that performs a specific function. | EquipmentID | INT | PK, Not Null | 101 | Part of a Unit. |
| Equipment Name | VARCHAR(100) | Not Null | "Reactor R-101" | |||
| Material Lot | A specific, traceable quantity of a material. | LotID | VARCHAR(50) | PK, Not Null | "RM-XYZ-20240826-01" | Instance of a Material Definition. |
| Quantity | DECIMAL(10,2) | Not Null | 1500 | |||
| Work Order | An executable order to produce a specific quantity of a material. | WorkOrderID | INT | PK, Not Null | 5001 | Generated from Production Schedule. |
| Status | VARCHAR(20) | Not Null | "In Progress" | |||
| Emission Record | A record of a specific emission event or period. | RecordID | INT | PK, Not Null | 87345 | |
| WorkOrderID | INT | FK | 5001 | Links to Work Order. Work Order ID. | ||
| Analytical Model | A computational or machine learning model used for analysis. | ModelID | INT | PK, Not Null | 701 | |
| ModelName | VARCHAR(100) | Not Null | "R-101 Bearing Failure Predictor" |
The iLOL® Interface ⇲ : Making the Standard Tangible and Intuitive
A common challenge with the powerful but abstract models of ISA 95 is making them accessible to users on the plant floor. While a traditional MES might present the Equipment Hierarchy as a simple text-based list, IndustryOS® does something revolutionary with its “Information Layered Over Layout” (iLOL®) architecture. This is not a divergence from the standard, but its ultimate fulfilment. Underneath the intuitive visual interface, IndustryOS® maintains a complete, logical data model that perfectly aligns with the ISA-95 hierarchy. The iLOL® engine then takes this compliant data structure and maps each Equipment Module to its precise Location Coordinates, rendering this spatially aware data model onto a 2D CAD layout.
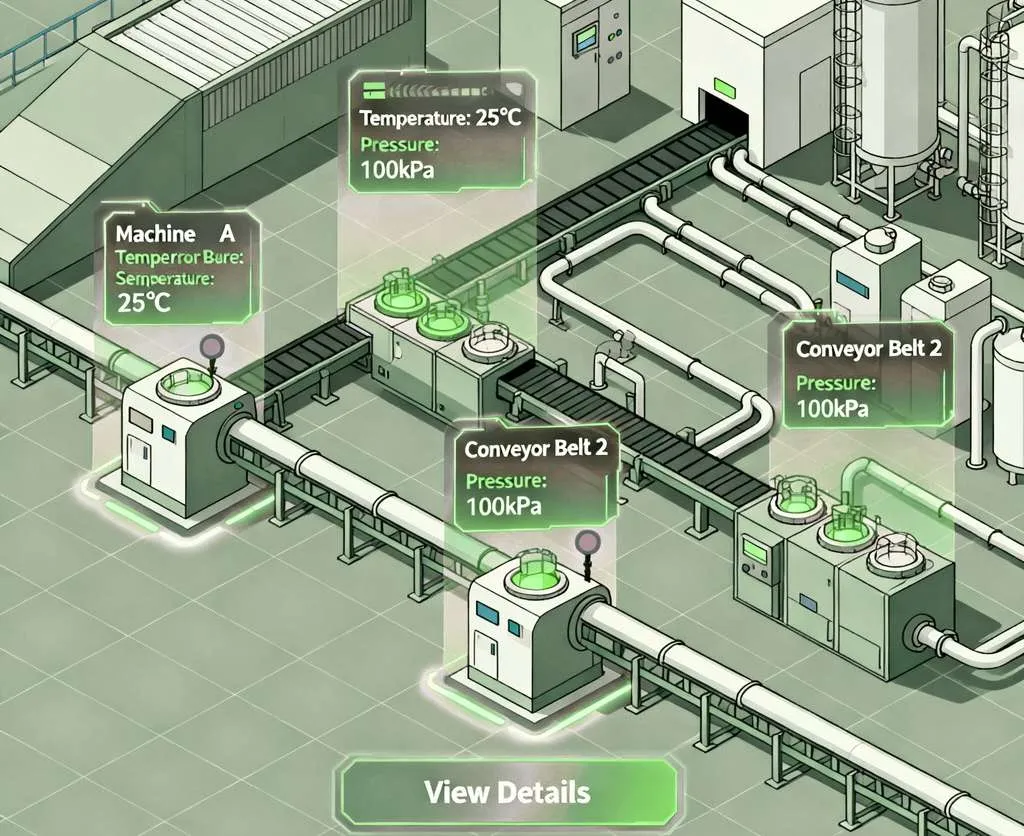
When a user on a tablet clicks on a reactor in the factory layout, they are not just clicking a static icon; they are querying the live ISA-95 Equipment entity in the knowledge graph. Instantly, they can see all its deeply related data: its full maintenance history, real time process values, the Work Order it is currently processing, and the Person operating it. This brilliantly solves the IT/OT communication gap. The platform’s data model is built upon the iLOL® foundation and makes a clear distinction between two types of data:
- Static Data: This includes foundational, relatively unchanging information such as machine layouts, hazardous area maps, P&IDs, and detailed equipment specifications (e.g., design parameters, technical details, financial data).12 This static information forms the standardized, reliable baseline for the digital twin.
- Dynamic Data: This captures real-time, high-frequency information from sources like IoT sensors (monitoring temperature, pressure, vibration, etc.), machine control systems, and operator inputs (e.g., digital log sheets, quality checks).12 This dynamic data is layered on top of the static model to reflect the current state and performance of the physical counterpart.
Platform Modules
IndustryOS® is structured as a suite of integrated modules built upon a common foundation, rather than as a single monolithic application. The key modules identified are:
- IndustryOS® Rock: This is the foundational data management system. It provides the core functionality for creating the digital twin, using the iLOL® concept to model the plant, assets, and their interconnections. It serves as the central database and asset registry for the entire platform.
- Functional Modules: The platform offers specialized modules targeting specific areas of manufacturing operations
- Maintenance & CMMS: Provides solutions for preventive and breakdown maintenance, TPM compliance, and optimizing metrics like Mean Time Between Failures (MTBF) and Mean Time To Repair (MTTR).
- Quality Optimization: Designed to streamline operations to improve manufacturing quality, minimize defects, and ensure first-pass success.
- Process Optimization: Offers tools for process and safety management with the goal of increasing OEE. EHS (Environment, Health, and Safety): Provides tools for managing workplace safety, compliance, audits, and incident reporting. Sustainability: Delivers insights to manage and report on sustainability metrics, such as carbon emissions and ESG frameworks.
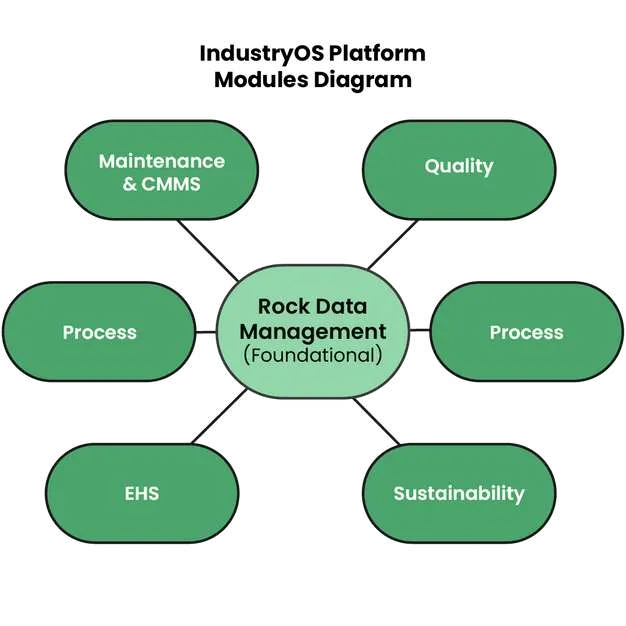
Table: IndustryOS® ⇲ Module Alignment with ISA-95 Part 3 MOM Activities
Note: The modular architecture of IndustryOS® provides a powerful core for MOM. For highly specialized functions like finite-capacity scheduling or plant-wide inventory management, the platform uses its standards-based integration capabilities to connect seamlessly with best-of-breed systems, a design choice that enhances flexibility and scalability.
| ISA–95 Part 3 MOM Category | Management Activity | IndustryOS® Module Alignment & Capabilities |
|---|---|---|
| Production Operations Management | Data Collection | Core capability. Collects static, workflow, and real-time dynamic data from sensors and control systems. |
| Performance Analysis | Core strength. Provides OEE, line effectiveness, and custom analytics and visualization. | |
| Quality Operations Management | All Activities | The “Quality Optimization” module is designed to streamline operations for superlative manufacturing quality, covering data collection and analysis. |
| Maintenance Operations Management | All Activities | Strong alignment. Provides preventive maintenance planner, breakdown & CAPA, and tracks MTBF/MTTR. |
| Inventory Operations Management | Tracking & Tracing | Handled via specialized integration with WMS/ERP systems, using ISA-95 as the data backbone. |
| Production Operations Management | Detailed Scheduling | Handled via specialized integration with Advanced Planning & Scheduling (APS) systems. |
Table: Example Business-to Manufacturing (B2M) Transactions (Part 5)
| Transaction Direction | Information Category (Noun) | Purpose | Example Data Elements |
|---|---|---|---|
| Level 4 -> Level 3 | Production Schedule | Instructs the manufacturing facility what to produce, the quantity, the required completion time, and the product definition to use. | Work Order ID, Product ID, Quantity, Start/End Dates, Bill of Material ID, Recipe ID. |
| Level 3 -> Level 4 | Production Performance | Reports the actual results of a production run back to the business systems for costing, inventory, and analysis. | Work Order ID, Actual Quantity Produced, Actual Materials Consumed, Actual Labor Hours, Scrap Quantity, Completion Time. |
| Level 4 -> Level 3 | Maintenance Request | Sends a request from the enterprise asset management system to the plant to perform maintenance on a piece of equipment. | Equipment ID, Maintenance Task Description, Required Completion Date, Priority Level. |
Measuring Success: A New Generation of KPIs
The true result of a deeply integrated, ISA-95-based system like IndustryOS® is the evolution from using lagging indicators (what happened) to leading, predictive, and prescriptive indicators (what will happen, and what we should do about it). A traditional KPI like Machine Downtime is reactive. IndustryOS® enables a leading KPI like Predicted Asset Downtime (Next 30 Days), allowing managers to act before a failure occurs. The platform powers a universal KPI framework that transforms dashboards from historical reports into forward-looking command centres
Table: The Universal KPI Framework for Manufacturing
|
KPI Name
|
Definition
|
Strategic Goal
|
KPI Type
|
|---|---|---|---|
| Overall Equipment Effectiveness (OEE) | A composite measure of asset productivity, based on availability, performance, and quality. | Maximize asset utilization and productivity. | Lagging |
| First Pass Yield (FPV) | The percentage of units that are completed to specification without any rework or scrap. | Improve process quality and stability. | Lagging |
| Mean Time Between Failures (MTBF) | The average operational time between equipment breakdowns. | Improve asset reliability and stability. | Lagging |
| Predicted Failure Rate | The AI-generated forecast of asset failures expected in a future period (e.g., next 30 days). | Proactively allocate maintenance resources. | Predictive |
| CO2e per Unit/Batch | The total kilograms of carbon dioxide equivalent emitted during the production of one unit or batch. | Reduce environmental impact, support sustainability goals. | Lagging |
| Optimized Schedule Adherence | The percentage of time that operations follow the AI-optimized production schedule designed to avoid predicted disruptions. | Maximize operational resilience and output. | Prescriptive |
Conclusion: True Scalability Through a Universal Standard
IndustryOS® is not a software that is merely “compatible” with ISA 95. It is a platform whose very architecture is a thoughtful, user centric, and innovative implementation of the ISA-95 standard. Its profound scalability across all manufacturing industries is a direct and logical result of this deep, foundational alignment. This architecture provides
- 1.A Common Language: By using ISA-95’s information models as its native data structure, IndustryOS® can represent any manufacturing environment, from chemical processing to discrete assembly, within a single, consistent framework.
- 2.Inherent Contextual Intelligence: Its deep implementation of the ISA-95 hierarchy allows it to process and contextualize data with equal effectiveness for a single production line or a global network of fifty factories.
- 3.Interoperability by Design: Its adherence to ISA-95 transaction models ensures it can serve as a robust, reliable hub in any enterprise’s IT/OT ecosystem.
The platform’s true innovation lies in making the powerful but abstract models of ISA-95 practical, usable, and visually intuitive through its revolutionary iLOL® interface. By building upon this universal standard, IndustryOS® delivers on the promise of a truly scalable software solution, providing a definitive digital backbone for any manufacturing enterprise ready to excel in the age of Industry 4.0
Deep Technology | Consulting | Solutions
Comments are closed.