
The Architecture of Industrial Resilience
Navigating Long-Term Digitalization and the Mitigation of Technical Debt via the Sparrow Infinity IndustryOS® Framework
The most expensive system in your factory isn’t the one you just bought. It’s the one you can’t afford to replace.
Legacy software holding your ERP hostage. PLC data trapped in silos that haven’t spoken to each other in a decade. Workarounds built during a deadline crunch in 2019 that somehow became permanent infrastructure.
Sound familiar? You’re not alone — and the cost is staggering.
The global manufacturing sector is sitting on $1.52 trillion worth of technical debt. Not hypothetical risk. Real, quantifiable drag on innovation, agility, and growth.
Here’s what that looks like inside the balance sheet:
- CIOs report 20–40% of their entire technology estate’s value is consumed by technical debt — before depreciation
- Manufacturing IT teams spend 34% of their budgets just keeping aging systems alive
- Digital transformation initiatives fail at rates between 70% and 84% — most often because the foundation was never built to scale
The question for every Operations Head, CTO, and CEO in industrial manufacturing today isn’t “should we modernize?”
It’s “can we afford not to?”
Sparrow Infinity’s IndustryOS® framework was built to answer that question decisively — a Universal Manufacturing Operating System that doesn’t just digitalize your factory floor, but future-proofs it. By unifying IT and OT through the ISA-95 standard and deploying AI-ready architecture from day one, IndustryOS® turns technical debt from an inevitable burden into a manageable — and ultimately eliminable — challenge.
The full blueprint is inside this whitepaper.
Digitalization for the Next Decade
Technology is evolving rapidly, and user expectations have shifted massively. Standalone tools and basic features are no longer enough. The future belongs to integrated ecosystems that simplify day-to-day operations.
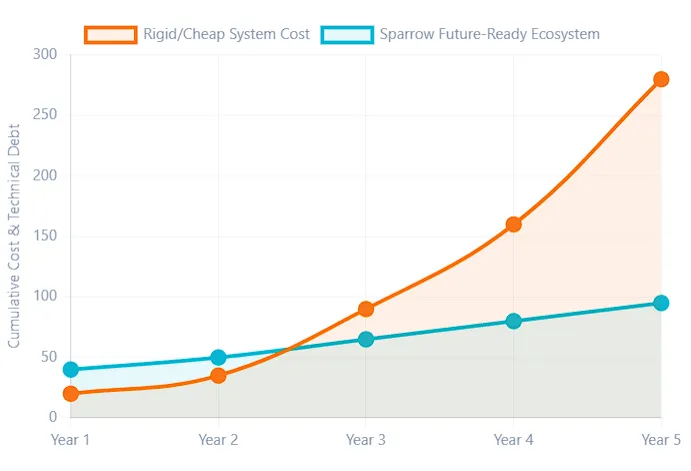
IT Debt Trap
A common trend is organizations opting for cheaper, point-solutions because they resolve an immediate headache. While it looks practical in the short term, these systems quickly become rigid and obsolete.
In many cases, tools invested in just 1-2 years ago are being discarded. Not because they failed at their original task, but because they couldn’t evolve with the business. This is the definition of severe IT debt.
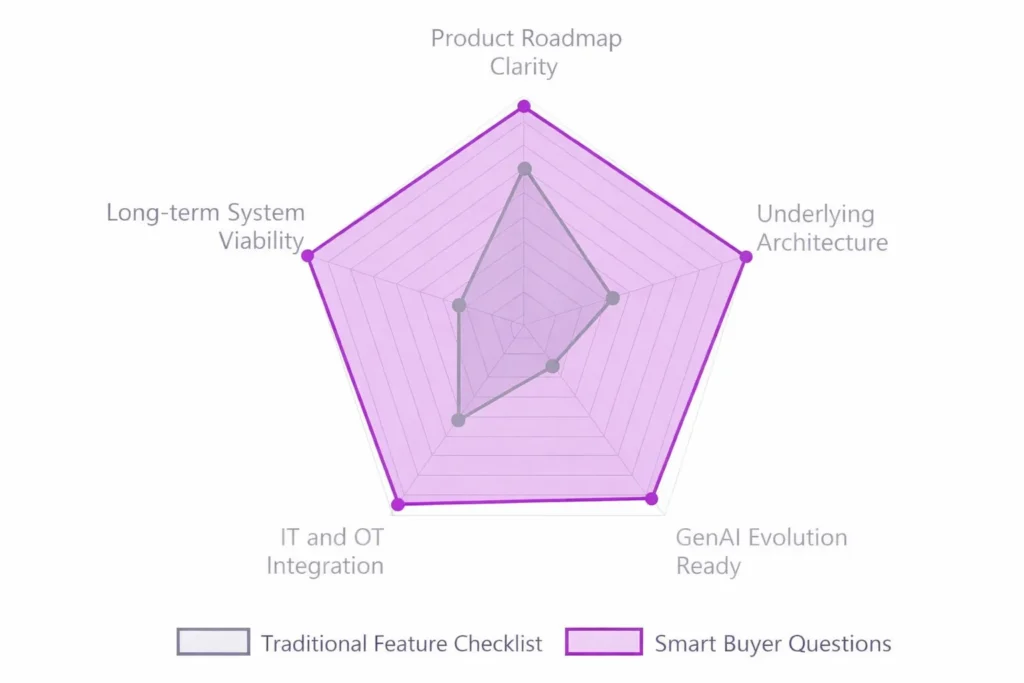
Smart Buyer Paradigm
Conversations about longevity shouldn’t happen after onboarding a software partner. They must happen before the decision is made. Smart buyers are moving beyond simple feature checklists and asking fundamental questions about the underlying architecture.
- What does the product roadmap actually look like?
- How future-ready is the core architecture?
- Can the platform evolve with GenAI?
- How seamlessly does it integrate IT and OT systems?
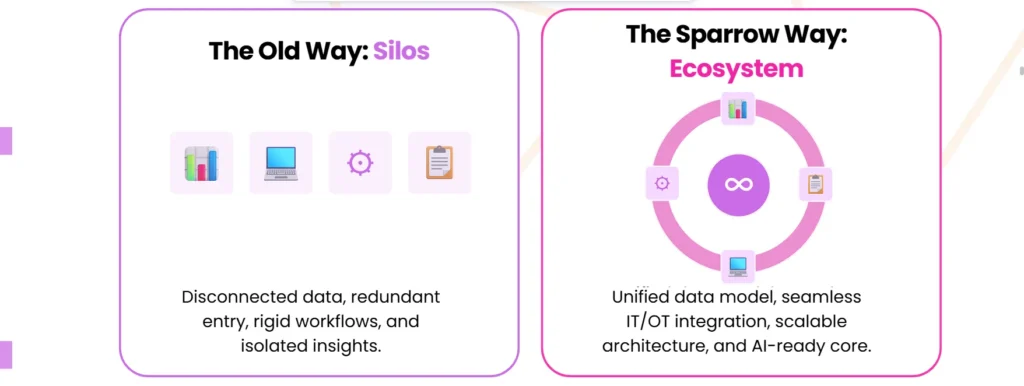
Standalone Tools vs. Connected Ecosystems
People don’t want standalone tools anymore. They are looking for an ecosystem that makes their day-to-day work simpler. If a partner can’t show that future, you’re signing up for a system that’s running out of runway.
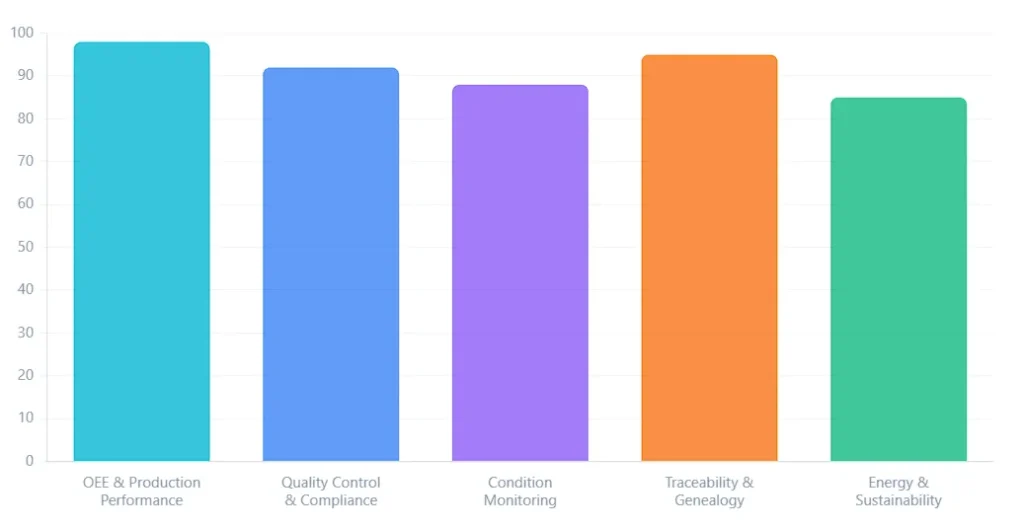
Manufacturing Excellence ⇲ Portfolio
At Sparrow, this is the bar we are setting for ourselves. We are building solutions meant to grow with our customers, focusing on holistic manufacturing excellence rather than fragmented metrics.
“Future-ready isn’t a buzzword.
It’s a responsibility.”
The Taxonomy and Economic Impact of Industrial Technical Debt
Technical debt is frequently described as the “dark matter” of the corporate technology estate: it is difficult to measure directly, yet its influence on organizational velocity is undeniable. In the context of manufacturing, this debt arises when short-term technical shortcuts—taken to meet immediate production deadlines or solve localized equipment failures—become permanent fixtures of the industrial environment. Over time, these shortcuts accumulate “interest” in the form of increased maintenance costs, heightened security vulnerabilities, and a decreasing capacity to integrate modern solutions like Artificial Intelligence (AI) or the Industrial Internet of Things (IIoT).
The Hidden Dimensions of Debt
The accumulation of technical debt is rarely the result of a single catastrophic decision; rather, it is a gradual process of accretion across several domains. Understanding these domains is critical for developing a mitigation strategy.
The statistical burden of these debts is immense. CIOs report that between 20% and 40% of the value of their entire technology estate is consumed by technical debt before depreciation. Furthermore, approximately 34% of IT budgets in manufacturing and distribution organizations are dedicated solely to managing this debt, compared to 31% in other industries. This divergence highlights the unique complexity of industrial environments, where legacy physical assets must be synchronized with modern digital layers.
| Category of Debt | Definition and Mechanism | Impact on Manufacturing Operations |
|---|---|---|
| Architecture Debt | Tight coupling between monolithic systems and a lack of modularity in software design. | Upgrading a single component risks breaking the entire production line's data flow. |
| Data Debt | Inconsistent formats, undocumented dependencies, and fragmented silos (PLC, SCADA, ERP). | Undermines AI initiatives, as models are fed contextless or corrupted data. |
| Infrastructure Debt | Continued reliance on end-of-life (EOL) operating systems, unpatched servers, and "shadow OT". | Creates "ground zero" for cyberattacks on industrial controllers (PLCs/DCS). |
| Documentation Debt | Reliance on "tribal knowledge" and the absence of clear digital blueprints for system integrations. | Leads to high-risk knowledge gaps when senior engineers retire or vendors change. |
| SATD (Self-Admitted Technical Debt) | Explicitly acknowledged shortcuts documented in code comments during rushed development. | Signals known vulnerabilities that developers intended to fix but were forced to deprioritize. |
The Real Cost of Inaction: Manufacturing's Most Expensive Lessons
The consequences of unmanaged technical debt are not theoretical -they are written in the financial reports and incident logs of some of the world’s most recognizable industrial names.
In March 2019, Norsk Hydro — one of the largest aluminium producers — was forced to halt automated operations across 170 sites in 40 countries almost overnight. The LockerGoga ransomware didn’t breach a sophisticated zero-day vulnerability. It walked through a door left open by years of unpatched legacy systems and undocumented OT infrastructure. The financial damage exceeded $71 million in the first weeks alone — and the operational disruption lasted months.
This is not an isolated incident. In 2017, pharmaceutical manufacturer Merck suffered $870 million in losses when the NotPetya attack exploited fragmented, poorly integrated legacy systems across their manufacturing infrastructure. The attack itself lasted hours. The recovery took years.
The pattern across both cases is identical — it was never the sophistication of the threat that caused the damage. It was the decades of deferred modernization, undocumented integrations, and aging OT environments that turned a manageable incident into a catastrophe.
When manufacturers postpone modernization due to budget constraints, the “hidden interest” on their debt almost always exceeds the investment required for a systematic upgrade. Organizations with high levels of technical debt spend up to 40% more time on maintenance versus new development, creating a vicious cycle where innovation is sacrificed to keep aging systems barely operational.
To break the cycle of technical debt, Sparrow Infinity introduces IndustryOS®, a framework designed to function as a Universal Manufacturing Operating System. Unlike traditional Manufacturing Execution Systems (MES) that often become rigid silos themselves, IndustryOS® is built upon an Entity-Relationship architecture that mirrors the physical reality of the factory floor through the ISA-95 ontology.
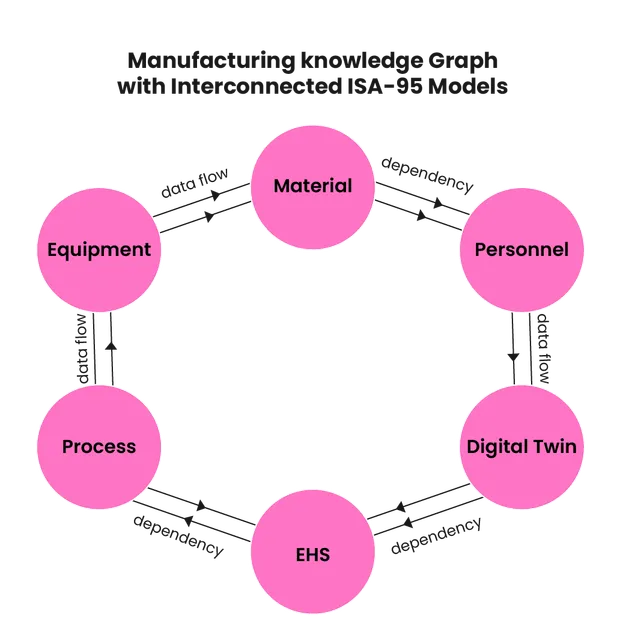
ISA-95 Ontology and the Manufacturing Knowledge Graph
The heart of IndustryOS® is not a standard relational database but a “Manufacturing Knowledge Graph.” By utilizing the ISA-95 standard, the platform understands the intricate, bi-directional relationships between the four pillars of manufacturing: Personnel, Equipment, Materials, and Processes.
- The Personnel Model: Tracks skills, compliance, and real-time operator availability, ensuring that only qualified staff are assigned to specific work orders.
- The Equipment Model: Implements a full hierarchy from the enterprise level down to individual sensors, preventing the “shadow OT” problem by creating a centralized registry of all physical assets.
- The Material Model: Enables complete bi-directional traceability, which is critical for sectors like pharmaceuticals and chemicals where quality deviations must be traced back to specific raw material lots.
- The Process and Production Model: The dynamic core that orchestrates manufacturing activities, linking real-time data from PLCs and DCS systems to high-level production schedules.
The ISA-95 Hierarchical Levels (The Automation Pyramid)
To break the cycle of technical debt, Sparrow Infinity introduces IndustryOS®, a framework designed to function as a Universal Manufacturing Operating System. Unlike traditional Manufacturing Execution Systems (MES) that often become rigid silos themselves, IndustryOS® is built upon an Entity-Relationship architecture that mirrors the physical reality of the factory floor through the ISA-95 ontology.
ISA-95 Ontology and the Manufacturing Knowledge Graph
The heart of IndustryOS® is not a standard relational database but a “Manufacturing Knowledge Graph.” By utilizing the ISA-95 standard, the platform understands the intricate, bi-directional relationships between the four pillars of manufacturing: Personnel, Equipment, Materials, and Processes.
| Level | Level Name | Primary Function/ Activities | Typical Timeframe | Example Systems/ Technologies |
|---|---|---|---|---|
| Level 4 | Business Planning & Logistics | Establishing business schedules, operational planning, order processing, inventory and financial management. | Months, Weeks, Days | Enterprise Resource Planning (ERP), Customer Relationship Management (CRM), Supply Chain Management (SCM) |
| Level 3 | Manufacturing Operations Management (MOM) | Managing production workflows, detailed scheduling, dispatching, resource allocation, recipe execution, performance tracking. | Days, Shifts, Hours, Minutes, Seconds | Manufacturing Execution Systems (MES), Laboratory Information Management Systems (LIMS), Warehouse Management Systems (WMS) |
| Level 2 | Monitoring & Control | Supervising, monitoring, and controlling the physical process in real-time. Executing control recipes and logic. | Seconds, Sub-seconds | Programmable Logic Controllers (PLC), Distributed Control Systems (DCS), Supervisory Control and Data Acquisition (SCADA) |
| Level 1 | Sensing & Manipulation | Sensing process variables (e.g., temperature, pressure) and manipulating control elements (e.g., valves, motors). | Seconds, Milliseconds | Smart Sensors, Actuators, Analysers, Intelligent I/O Devices |
| Level 0 | The Physical Process | The actual physical equipment and processes involved in manufacturing. | Milliseconds, Microseconds | Motors, Valves, Pumps, Reactors, Conveyors, Robotic Arms |
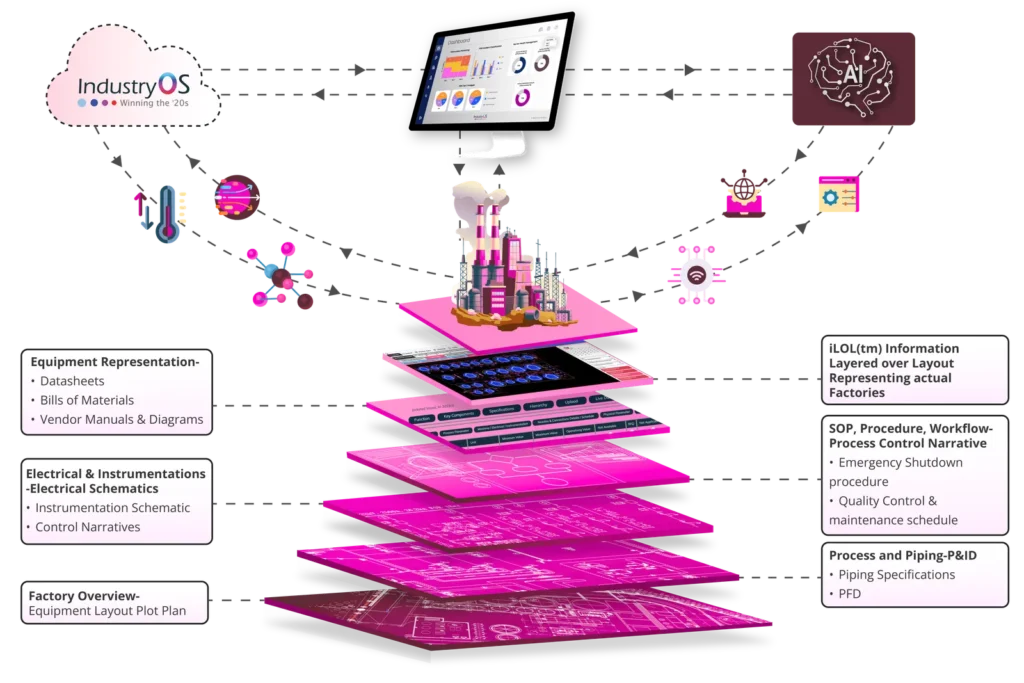
iLOL® ⇲ : Information Layered Over Layout
While traditional digitalization often involves complex and expensive 3D Digital Twin modeling, Sparrow Infinity advocates for a pragmatic, 2D-first approach through its iLOL® (Information Layered Over Layout) technology. This methodology emphasizes leveraging existing 2D assets, such as P&IDs (Piping and Instrumentation Diagrams) and plant layouts, to catalyze digitalization.
By layering real-time dynamic data (e.g., pressure, flow rates, vibration) over static layouts, IndustryOS® provides operators with immediate situational awareness. This reduces the “cognitive load” on personnel, preventing the distractions and communication failures that often lead to industrial accidents. For instance, an operator can navigate a digital P&ID and click on a valve to see its live position, its maintenance history, and its role in the current process flow. This “one-stop” visibility solves the long-standing communication gap between IT systems (which hold the “what”) and OT systems (which hold the “how”).
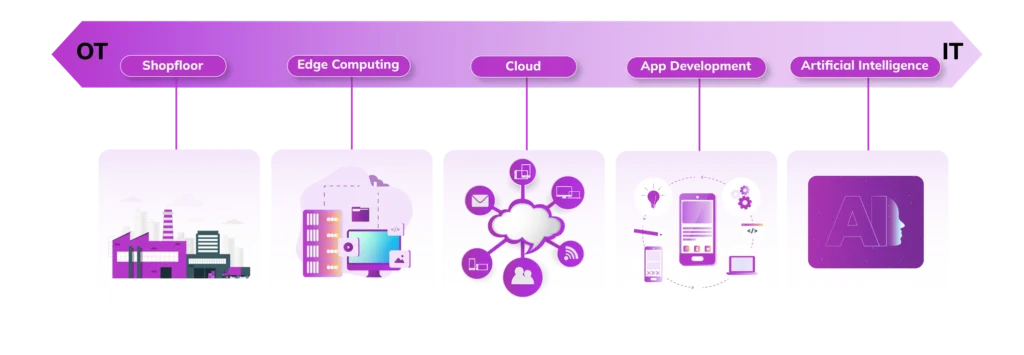
Bridging the IT/OT Divide ⇲ : Mechanisms of Convergence
The “distant cousins” of IT and OT—long separated by different priorities, protocols, and technical languages—must be unified to achieve manufacturing excellence. Sparrow’s architecture achieves this through Totally Integrated Automation (TIA), which standardizes interfaces and ensures a seamless flow of data from the shop floor to the boardroom.
Overcoming Integration “Dragons”
IT/OT integration is often hindered by legacy hurdles, including security risks and outdated protocols. Sparrow addresses these through several strategic layers:
- Standardized Connectivity: Utilizing OPC UA (Open Platform Communications Unified Architecture) to provide a vendor-neutral, OEM-agnostic bridge between different makes of PLCs, DCSs, and enterprise systems like SAP or Oracle.
- Industrial Edge Computing: Processing high-velocity data (e.g., vibration signatures at 10ms intervals) at the “edge”—close to the machinery—to reduce latency and bandwidth costs while sending only summarized insights to the cloud.
- Defense-in-Depth Security: Implementing security-by-design based on the IEC 62443 standard, ensuring that modernizing the IT/OT connection does not inadvertently open a backdoor for cyberattacks.
The OEE Equation as an Optimization ⇲ Engine
A primary objective of IT/OT integration is the optimization of Overall Equipment Effectiveness (OEE). OEE is a critical KPI calculated as:
OEE = Availability X Performance X Quality
The integration provided by IndustryOS® allows manufacturers to address each component of this equation with mathematical precision:
| OEE Component | Optimization Mechanism in IndustryOS® | Targeted Outcome |
|---|---|---|
| Availability | Real-time tracking of unplanned downtime via sensor-triggered alerts and automated log sheets. | 30% reduction in unplanned stops. |
| Performance | Monitoring equipment speed and throughput against "golden batch" parameters. | Identifying and resolving micro-downtime and speed losses. |
| Quality | Automated defect detection using AI-driven image recognition and real-time process control (Cp/Cpk monitoring). | 25% improvement in First Pass Yield. |
By bridging the gap between planned production (IT) and actual equipment performance (OT), IndustryOS® enables a “20%+ OEE Boost,” which directly translates to increased throughput and revenue without the need for additional physical assets.
Functional Portfolio Modules: Specialization within a Unified Framework
The Manufacturing Excellence suite is composed of several specialized modules, each designed to tackle a specific facet of operational debt.
Quality Optimization and AI-Driven Six Sigma
In sectors such as chemical and pharmaceutical manufacturing, maintaining consistent quality is paramount. Sparrow leverages the principles of Six Sigma—focusing on reducing variability—and enhances them with Generative AI (GenAI).
The process capability index, Cpk, is a standard measure of how well a process can stay within its specification limits. It is defined as:
Cpk = min((USL – μ) / 3σ, (μ – LSL) / 3σ)
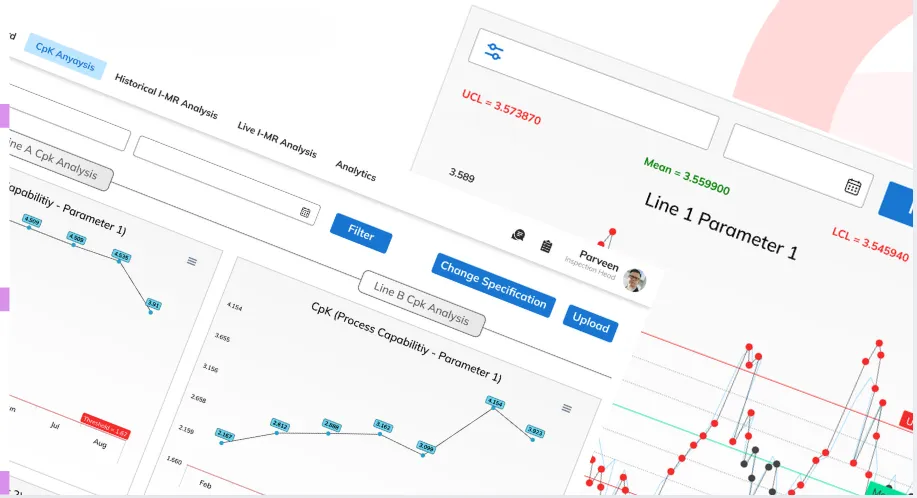
where USL is the Upper Specification Limit, LSL is the Lower Specification Limit, μ is the process mean, and σ is the standard deviation.
The IndustryOS® Quality module meticulously records every deviation from the expected Cp and Cpk values along with their root causes. AI algorithms then analyze this accumulated data to identify patterns invisible to human analysts, providing prescriptive suggestions to operators in real-time. For example, if a certain deviation is forecasted, the AI might recommend specific adjustments to a machine’s temperature or pressure settings to prevent an “off-spec” product before it occurs.
Maintenance & CMMS: ⇲ The Shift to Predictive Reliability
Technical debt in maintenance often manifests as “reactive fire-fighting,” where resources are spent fixing equipment only after failure. The Maintenance & CMMS module shifts this paradigm toward predictive and condition-based strategies.
By analyzing streams of sensor data—such as vibration, temperature, and power consumption—the platform identifies the subtle anomalies that precede catastrophic failure. Using these insights, organizations can calculate the Remaining Useful Life (RUL) of critical components, allowing maintenance to be scheduled during planned windows. This transition has been shown to reduce Mean Time to Repair (MTTR) and extend the overall lifespan of industrial assets, directly mitigating infrastructure debt.
EHS and Sustainability: The GroundESG® ⇲ Framework
One of the most complex challenges in modern manufacturing is “cracking” the equation for sustainability. GroundESG® transforms ESG (Environment, Social, and Governance) from a manual, compliance-driven reporting task into a real-time operational optimization engine.
Traditionally, GHG (Greenhouse Gas) accounting relies on static document repositories and manual data entry, which is prone to error and “greenwashing” risks. IndustryOS® solves this by mathematically binding sustainability outcomes to core operational metrics. GHG emissions are treated as an output of the IT/OT framework; for example, if “Furnace_1” consumes 100 m3 of natural gas, that data is captured in real-time from the DCS and automatically multiplied by the latest emission factors (e.g., IPCC, DEFRA) to populate the ESG dashboard.
| Sustainability Metric | Mechanism | Strategic Benefit |
|---|---|---|
| Scope 1 & 2 Emissions | Automated accounting through direct integration with energy meters and PLCs. | Audit-ready, real-time GHG reporting that reduces administrative burden. |
| Material Efficiency | Real-time monitoring of raw material waste and scrap rates. | Direct cost savings and support for circular economy initiatives (e.g., 21% reduction in virgin plastic use). |
| Worker Safety (EHS) | Integration of Hazard Identification and Risk Assessment (HIRA) with Permit to Work (PTW) systems. | 45% reduction in workplace injuries through proactive risk management. |
Strategic Implementation via the SIRI Methodology ⇲
A primary reason for the failure of digital transformation initiatives—with failure rates estimated between 70% and 84%—is the lack of a clear, phased roadmap. Sparrow Infinity mitigates this risk by using the Smart Industry Readiness Index (SIRI) to guide implementation.
The Holistic Approach: Process, Technology, and Organization
SIRI ensures a balanced evaluation, preventing the common pitfall of investing heavily in technology while neglecting the critical organizational capabilities required to unlock its value.
- Process: Evaluates vertical and horizontal integration, as well as the integrated product lifecycle.
- Technology: Assesses levels of automation, connectivity, and intelligence across the shop floor and the enterprise.
- Organization: Focuses on talent readiness, leadership competency, and the “Bionic” culture (Human + Technology collaboration)
🖥️
Phase 1: LEARN (Planning & Preparation)
🎯
Scoping and Stakeholder Alignment
📊
Data Request and Pulse Check
👥
Pre-Assessment Workshop
📋
Phase 2: EVALUATE (On-Site Assessment)
🏢
On-Site Workshop and Facility Tour
📝
Scoring the 16 Dimensions with the Assessment Matrix
👷
Phase 3: ARCHITECT (Analysis & Roadmap Development)
📊
Analysis and Report Generation
📁
Prioritisation Matrix Workshop
The TIER Framework for Prioritization
The prioritization of digital projects is managed through the TIER framework, which evaluates initiatives based on their impact to the bottom line, their readiness for implementation, and their strategic alignment. This ensures that organizations focus on “high-ROI wins” first—such as OEE optimization or predictive maintenance—to build momentum and fund the later stages of transformation
Smart Industry Readiness Index
PROCESS
Operations
Supply Chain
Product lifecycle
▼
▼
▼
Vertical Integration
D1
Horizontal Integration
D2
Integrated Product Lifecycle
D3
TECHNOLOGY
Automation
Connectivity
Intelligence
▼
▼
▼
Shop Floor
D4
D7
D10
Enterprise
D5
D8
D11
Enterprise
ORGANISATION
Talent Readiness
Structure & Management
▼
▼
Workforce Learning & Development
D13
Leadership
Inter- and Intra-Company Collaboration
D15
Strategy & Governance
The AI Roadmap: Generative and Agentic Intelligence
As manufacturing enters the era of Generative AI (GenAI), the focus is shifting from simple descriptive analytics (what happened?) to prescriptive and autonomous actions (what should we do?).
HyS®: Unlocking Institutional Knowledge
One of the most significant sources of “knowledge debt” is the massive volume of unstructured data—manuals, P&IDs, safety protocols, and legacy reports—that resides in “sea of documents”. Sparrow’s HyS® engine uses Natural Language Processing (NLP) to transform these documents into an organized treasure chest of insights. Operators can ask questions in plain language—such as “What is the standard startup procedure for Pump P-101?”—and receive instant, contextualized answers extracted from proprietary documentation.
Towards Agentic Autonomy and Self-Optimizing Systems
The long-term roadmap for IndustryOS® involves the transition toward “Agentic AI.” These are self-optimizing cyber-physical systems capable of triggering autonomous actions based on real-time data.
- Self-Optimizing Assembly Lines: Several major automakers are already deploying agentic systems that coordinate robots and conveyors. When a robotic arm slows due to wear, the software agent can autonomously redirect tasks to neighboring stations to maintain output.
- Edge-First AI: By 2027, it is projected that 75% of industrial data will be processed at the edge. This allows for “superhuman” cobots and next-generation defect elimination where the AI identifies and corrects deviations in high-speed lines in under 10ms.
However, the rapid adoption of AI introduces its own technical debt risk. “Prompt stuffing” (overly complex prompts) and “opaque pipelines” can quickly make AI systems unmaintainable. Sparrow’s architecture mitigates this by building “data flywheels”—iterative feedback loops that continuously refine AI models based on human validation and real-world performance metrics.
Managing the "AI Infrastructure Squeeze" and Grid Resilience
As of 2026, a new form of technical debt has emerged: “Infrastructure Squeeze.” The power and thermal demands of advanced AI models (such as those required for frontier model training) are inherently incompatible with many legacy facilities built just a decade ago.
The physical inability of existing electrical grids to deliver reliable power to high-density 100 kW AI racks is forcing a wave of premature decommissioning of legacy data centers. Sparrow’s approach to digitalization is mindful of these physical constraints. By emphasizing edge computing and optimized model serving, IndustryOS® allows manufacturers to deploy powerful AI insights without requiring a total demolition and rebuild of their internal electrical infrastructure
Conclusion: The Path to Industrial Longevity
The pursuit of manufacturing excellence is a journey of continuous improvement, not a single destination. As this whitepaper has demonstrated, the primary barrier to this journey is the accumulation of technical debt—an inevitable byproduct of technological progress that must be actively managed.
Sparrow Infinity’s IndustryOS® provides the architectural rigor and operational flexibility required to navigate this complexity. By centering the transformation on IT/OT integration and the ISA-95 ontology, Sparrow ensures that every digital investment is a step toward a more resilient, transparent, and autonomous future. The “Bionic” approach—balancing advanced AI with human wisdom—ensures that digitalization is a cultural evolution rather than a top-down imposition.
For professional peers in the industrial sector, the choice is clear: organizations that continue to service their technical debt with “duct-tape” fixes will find themselves economically and operationally paralyzed. In contrast, those that adopt a Universal Manufacturing Operating System will unlock the “superpowers” of real-time insight, predictive agility, and verifiable sustainability, ensuring their place at the forefront of the next industrial revolution. The transition from reactive maintenance to prescriptive intelligence is the ultimate competitive advantage in the decade of Industry 4.0.
Deep Technology | Consulting | Solutions
Comments are closed.