
Implementing Process Safety Management Through Digital Software - Integrated Steel Plant
IndustryOS® Manufacturing-Native Process Intelligence
When transitioning from localized DRI operations to primary steelmaking, deploying the best PSM software for integrated steel plants becomes critical to managing extreme thermal environments and toxic gas inventories.
A concept note and reference case study for integrated steel plant — from workflow digitalization to machine-connected barrier health.
OPTION 1: Software without machine connectivity
OPTION 2: Software with PLC / DCS / OPC connectivity
Executive Summary
Process Safety Management was written as a paperwork discipline. The plant it governs runs in milliseconds. This note is about closing that gap with software — and it presents two ways to do it, not a verdict between them.
Across the process industries, PSM is implemented today as a management system: registers, studies, permits, and audits, largely captured on paper or in disconnected spreadsheets. That system is necessary and it is not going away. But it describes a plant that no longer exists once the shift starts — because the live state of the process, the real condition of every safety barrier, and the true sequence of events behind an incident all live in the control system, not in the binder.
This concept note sets out a practical model for implementing PSM through digital software, structured around two options that a manufacturer can adopt independently or together:
- Workflow-digital PSM — software that digitalizes and governs the PSM management system itself: Management of Change, Permit to Work, PSSR, HIRA, incident workflow, audits and the rest. It needs no connection to plant machinery.
- Machine-connected PSM — software bound to the live plant through PLC, DCS and OPC, turning the same PSM elements into a real-time barrier-health engine and a digital twin that watches the process against its design envelope.
We illustrate both against the most demanding canvas in heavy industry: an integrated steel producer moving from a direct-reduced-iron operation into a greenfield blast-furnace, coke-oven, basic-oxygen and air-separation complex. The hazard profile of that transition is precisely where the difference between the two options becomes decisive — and where the combined model earns its keep.
PSM on paper tells you what should be true. PSM connected to the plant tells you what is true, right now, and what was true in the second before an incident.
Why Now: The Steel PSM Inflection Point
Heavy industry is in the middle of a generational capacity build, and the steel sector is the sharpest example. A producer’s hazard profile does not expand gradually as it integrates upstream into primary steelmaking — it changes category. The controls, the regulatory status, and the consequence of failure all step up at once. Software strategy has to be designed for the plant a manufacturer is becoming, not the one it is leaving behind.
2.1 The running plant — a solids, thermal and CO regime
A typical operating asset base today is built around raw-material handling and a coal washery, pelletizing, coal-based DRI rotary kilns, sponge-iron handling and storage, captive power on waste-heat-recovery and fluidized-bed boilers, and electric or induction melting feeding a rolling mill. Its signature process-safety events are real but, crucially, mostly unit-localized: kiln blowback and carbon-monoxide exposure around the reduction zone; self-heating and hydrogen evolution in sponge-iron storage; combustible-dust deflagration in handling; boiler furnace upsets; and molten-metal-water steam events at the melt shop. The energy and inventory behind each event is bounded, and the exposed population in any single scenario is small.
2.2 The upcoming integrated complex — molten mass, toxic gas, cryogenics
Integrating into primary steelmaking introduces process units the organization has never operated at scale: coke-oven batteries with by-product recovery; blast-furnace ironmaking, typically with pulverized-coal injection; large hot-metal handling and desulphurization; basic-oxygen steelmaking with converter-gas recovery; a cryogenic air-separation unit; continuous casting and a hot strip mill; slag granulation and metal recovery; and — threading through all of it — a site-wide network of toxic, flammable process gases held in holders and kilometres of mains.
These are not incremental additions. They bring three failure modes the DRI route never demanded: very large molten-metal inventories whose worst case is a hearth or ladle breakout; stored toxic-flammable gas inventories (blast-furnace gas is roughly a quarter carbon monoxide by volume) whose release is simultaneously an explosion and a toxic-cloud event with a credible off-site footprint; and cryogenic oxygen, where the cold box can suffer a hydrocarbon-accumulation explosion and oxygen acts as a fire promoter for everything downstream.
The Problem: PSM in Steel Today
Most integrated steel plants run PSM as a collection of disconnected efforts — siloed data, manual documentation, and reactive incident management. The result: safety decisions are made on incomplete information.
- P&IDs Are Static PDFs: Engineering drawings remain disconnected from live process and safety data.
- MOC Is Paper-Based: Change requests depend on emails, manual approvals, and fragmented records.
- Real-Time Blind Spots: Process deviations are detected but not linked to safety and risk context.
- No Single Source of Truth: Critical safety information is spread across systems, documents, and spreadsheets.
- Incidents Repeat: Lessons learned are not systematically shared, leading to recurring near-misses.
- Compliance Is a Fire Drill: Audits require weeks of manual preparation and reactive reporting.
PSM in integrated steel plants today is architecturally broken. P&IDs are static and decoupled from live DCS/SCADA data, making HAZOP and LOPA perpetually outdated. Process Safety Information is fragmented across SAP, engineering binders, and tribal knowledge with no single referential data layer. MOC workflows lack automated PHA triggers and machine-readable audit trails. OT-IT integration remains unresolved — process deviations are logged without correlation to consequence models or risk registers. Incident learnings never feed back into bow-tie barriers, allowing near-miss patterns to repeat across units. The result: a PSM program that is structurally reactive, with leading indicators never instrumented and compliance reduced to a periodic data assembly fire drill.
Why Steel Demands a Different PSM ⇲ Conversation
Steel is not a typical process industry. It sits at the intersection of heavy manufacturing, continuous process operations, and extreme thermal environments — making it one of the most hazard-dense industrial ecosystems in the world.
Extreme Temperatures
Blast furnaces at 2,300°F, BOF vessels, rolling mills — molten metal and superheated gases create catastrophic failure potential at every stage.
Toxic & Explosive Gases
Hot metal transfer, ladle handling, continuous casting — water-metal contact events alone have caused some of the worst industrial explosions on record.
Molten Metal Hazards
Hot metal transfer, ladle handling, continuous casting — water-metal contact events alone have caused some of the worst industrial explosions on record.
Complex Energy Systems
High-voltage electrical arcs (EAF), oxygen lancing, hydraulic systems, steam networks — multiple hazardous energy sources operating simultaneously.
2.3 The step-change in consequence
The right way to frame the two plants is not which is more dangerous. The running plant produces higher-frequency, lower-consequence events — it bites often but shallow. The integrated complex produces lower-frequency, catastrophic, off-site-credible events — it bites rarely but can reach the fence line. On a risk-matrix basis the integrated plant dominates the top-right corner that regulators and insurers actually price, and it crosses cleanly into major-accident-hazard territory: mandatory safety reporting, quantitative risk assessment, and on-site and off-site emergency planning.
The dominant near-term risk is not either steady state. It is the transition — commissioning unfamiliar high-hazard units alongside live legacy operations, where the organization has no institutional muscle memory and the highest-incident window in any plant’s life is wide open.
The Hazard Step-Change
RUNNING VS UPCOMING PLANT
Running plant – today
unit-localized . bounded
Yard
Pellet
DRI kilns
Sponge iron
EAF / Rolling
categorical step-change in consequence
Upcoming integrated complex
MAN-class . off.site credible
Coke oven
Blast furnace
Hot metal
BOF
ASU
Caster
HSM
Site-wide toxic-flammable gas network (COG . BFG . BOF gas - high CO)
PSM ⇲ Lives on Paper. The Plant Lives in Real Time.
The OSHA Process Safety Management standard and the CCPS Risk-Based Process Safety framework are, at heart, management systems. They were conceived element-by-element and document-first: information is held in datasheets and P&IDs, hazards are assessed in periodic studies, change is governed through forms, and learning happens after the fact in investigation reports. This is sound discipline. It is also, in its traditional form, blind between the lines.
Three gaps recur on every site:
- The information gap. Process Safety Information — safe operating limits, design envelopes, the live P&ID — is treated as a static reference, so nobody is told when the plant is operating outside it until something forces the issue.
- The barrier gap. A HAZOP identifies hazards and the safeguards that protect against them, then the study is shelved. Whether those safeguards — the barriers — are actually healthy on any given day is invisible. A degraded barrier announces itself only when it fails to stop an event.
- The reconstruction gap. After an incident, the investigation reconstructs “what actually happened” from operator memory, paper logs and partial trends. It is slow, contested, and frequently wrong — and the most valuable evidence, the timestamped sequence of events, is sitting unused in the control system.
Software closes these gaps in two distinct ways, depending on whether it stays in the management-system layer or reaches into the plant. That choice is the subject of the rest of this note.
The Bowtie, Watched Live
BARRIER HEALTH MANAGEMENT
Two Implementation Options
These are options, not a hierarchy with a single right answer. Some sites are ready for one; some need both; many begin with the first and grow into the second. They are described here as a menu, and Section 10 gives a framework for choosing.
Option 1 — Workflow-Digital PSM (software without machine connectivity)
This option digitalizes and governs the PSM management system itself. It replaces paper and disconnected spreadsheets with a single, auditable system of record for every PSM element that is fundamentally a human-and-document discipline: Management of Change, Permit to Work and LOTO, Pre-Startup Safety Review, HIRA and JSA, incident and near-miss workflow, contractor and training governance, compliance registers and audits. It requires no link to plant machinery, deploys in weeks rather than months, and carries none of the operational-technology security burden of touching a control system.
Its value is discipline, traceability and speed: nothing falls through the cracks, every change and permit is governed and time-stamped, action items are tracked to closure, and the site can prove its PSM program to a regulator or insurer from a live database rather than a filing cabinet. What it cannot do, by design, is tell you the live state of the process — it governs the management system, not the plant.
Option 2 — Machine-Connected PSM (software with PLC / DCS / OPC connectivity)
Transitioning to Real-Time Barrier Health Monitoring Software
This option binds the same PSM elements to the live plant. Instrument data flows from the field through the control system and an OPC interface into a digital twin built on a structured, intelligent P&ID. The PSM program stops being a description of the plant and becomes a real-time reading of it: safe-operating-limit excursions are flagged as they happen; the safeguards identified in the HAZOP are monitored as live barriers with a health status; lead and lag indicators are computed continuously; and an incident automatically carries its own process context — the sequence of events, the alarm flood, the trips — captured rather than reconstructed.
This option delivers detection and early-deviation value that the workflow layer structurally cannot. It also carries a cost the workflow layer does not: it requires trusted, secured read-access across the operational-technology boundary, and the integration and commissioning effort is measured in months. It is the destination, not the on-ramp.
How the two combine
Solution = ƒ ( Static∞ · Workflow∞ · Real-time∞ )
Static = Process Safety Information & Digital P&ID · Workflow = Option 1
· Real-time = Option 2
Two Options:
THE IMPLEMENTATION MODEL
Strategic Solution Architecture
Integrated Process Safety Combined Program
The Platform Model
STATIC . WORKFLOW . REAL-TIME
REAL-TIME – Option 2: Machine-connected
Live barrier health · OPC/PLC/DCS ·
deviation & SOL excursion detection
deviation & SOL excursion detection
Real-time∞
WORKFLOW – Option 1: Workflow-digital
MOC . PTW . PSSR . HIRA . incident .
audit - governed & auditable
audit - governed & auditable
Workflow∞
STATIC – Foundation
Process Safety Information &
the intelligent Digital P&ID
the intelligent Digital P&ID
Static∞
Solution = ƒ ( Static∞ · Workflow∞ · Real-time∞ )
OSHA PSM ⇲ Elements Across Both Options
The two options do not apply uniformly across the fourteen PSM elements — and that is the most useful thing this map shows. Each element is tagged by barrier class — Preventive (P), Detective (D), Mitigative (M) or Management-system (MS) — because the tag predicts whether a real-time hook even makes sense. The connected value concentrates in five physics-facing elements: Process Safety Information, Process Hazard Analysis, Mechanical Integrity, Incident Investigation and Emergency Response. Everywhere else, the honest answer is that workflow software is the right tool and a real-time claim would be a stretch.
Where Connected Value Concentrates
OSHA PSM – 14 ELEMENTS
Five physics-facing elements carry the connected value; the rest are workflow-first.
PSI
01
PHA
02
Op Proc
03
Training
04
Contractors
05
PSSR
06
Mech Integ
07
Hot Work
08
MOC
09
Incident
10
Emergency
11
Audits
12
Trade Sec
13
Emp Part
14
Connected-layer value:
HIGH
MED
LOW
NONE
Mapping OSHA 14 Element Compliance Digital Tools Across Steel Operations
The following framework details how modern OSHA 14 element compliance digital tools segment risk controls into workflow-driven and machine-connected layers:
| Risk control — PSM element (barrier class) | Option 1 · Workflow-digital software | Option 2 · Machine-connected software |
|---|---|---|
| 01 Process Safety Information (MS / P) | Living digital records: P&ID, datasheets, MSDS and the safe-operating-limit register, version-controlled and searchable. | HIGH — live comparison of actual operation against safe operating limits; design-envelope excursions flagged in real time. |
| 02 Process Hazard Analysis (P) | HAZOP / LOPA capture, recommendation tracking and revalidation scheduling in one auditable workflow. | HIGH — dynamic PHA: HAZOP deviations mapped to live tags; the system watches whether identified deviations are actually occurring; barrier-health dashboard. |
| 03 Operating Procedures (P) | Procedure authoring, version control and electronic acknowledgement. | MEDIUM — procedure step compared to actual control-system state; alerts on out-of-sequence operation. |
| 04 Training & Competency (P) | Competency matrix, refresher scheduling, learning-management records. | LOW — at best, operator-response analytics drawn from a training simulator. |
| 05 Contractors (MS) | Pre-qualification, induction and document control for contract workforce. | LOW — access and location context only. |
| 06 Pre-Startup Safety Review (P) | PSSR checklists, punch-list closure and sign-off gating before start. | MEDIUM — live verification of field instruments, valve line-up and interlock status before first feed-in. |
| 07 Mechanical Integrity (P) | Risk-based-inspection plans, scheduling and an anomaly register. | HIGH — condition monitoring (vibration, corrosion, thickness), asset-performance management and predictive failure on critical equipment. |
| 08 Hot Work / Permit to Work (P) | Permit issue and close-out, isolation checklists, cross-permit conflict detection. | MEDIUM — live gas-detector readings and isolation / LOTO state pulled into the permit before authorization. |
| 09 Management of Change (P / MS) | Change request → risk screen → approval → close-out, fully governed and traceable. | LOW–MEDIUM — detection of unauthorized change through set-point or configuration drift on the control system. |
| 10 Incident Investigation (M / MS) | ICAM / RCA workflow, fault-tree capture, action tracking, learning distribution. | HIGH — automatic capture of sequence-of-events, alarm logs, trip records and process trends. The connected differentiator. |
| 11 Emergency Planning & Response (M) | Plans, drill records, mustering logs and contact trees. | HIGH — live fire-and-gas detection, dispersion estimation, real-time escalation and headcount. |
| 12 Compliance Audits (MS) | Audit scheduling, protocols and finding closure. | LOW–MEDIUM — continuous compliance evidence harvested directly from operating data. |
| 13 Trade Secrets (MS) | Access governance and intellectual-property control over PSM information. | NONE — a pure governance element. |
| 14 Employee Participation (MS) | Consultation records, suggestion and observation capture. | LOW — near-miss and observation intake only. |
CCPS Risk-Based Process Safety Alignment
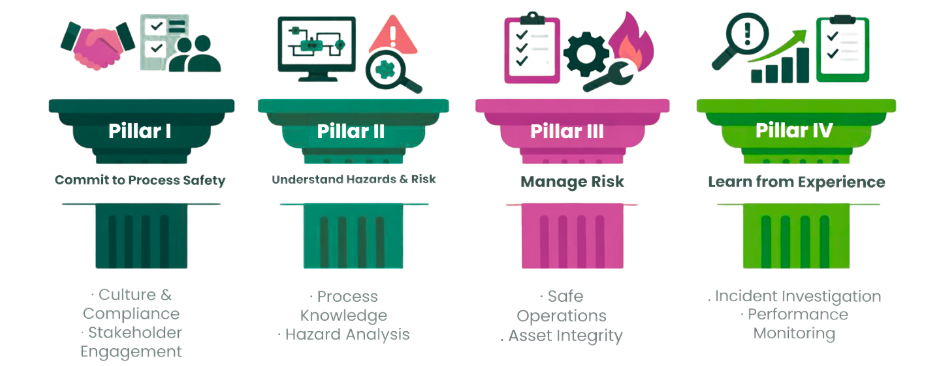
OSHA defines the regulatory floor. CCPS defines the ambition. Where the PSM standard prescribes fourteen compliance elements, the CCPS Risk-Based Process Safety framework organizes twenty elements across four pillars around a single idea — effort should follow risk. hyPSM® is aligned to both, and the connected option is, in effect, the CCPS philosophy made operational.
RBPS is lifecycle- and risk-based rather than checklist-based, and it is explicitly built on barrier (bowtie) thinking and on leading-and-lagging measurement. Both ideas favour software; the second favours connected software in a way nothing in the OSHA list does. The four pillars frame how each option contributes.
Pillar I — Commit to Process Safety
Culture, compliance with standards, process-safety competency, workforce involvement and stakeholder outreach. These are human commitments, but they leave a documentary trail: the workflow option governs competency, participation, and stakeholder and compliance records, turning “commitment” into evidence a board or regulator can actually see.
Pillar II — Understand Hazards and Risk
Process knowledge management and hazard identification and risk analysis. This is the static spine plus the studies: the digital P&ID and PSI hold the knowledge, the workflow option runs HIRA and LOPA, and the connected option turns a shelved HAZOP into a live, monitored model in which identified deviations are watched against the plant in real time.
Pillar III — Manage Risk
The largest pillar — operating procedures, safe work practices, asset integrity and reliability, contractor management, training, management of change, operational readiness, conduct of operations and emergency management. The workflow option governs the procedural and permit-based controls; the connected option adds the physics: condition-based asset integrity, live operational-readiness verification, real-time conduct-of-operations deviation, and live fire-and-gas emergency response.
Pillar IV — Learn from Experience
Incident investigation, measurement and metrics, auditing, and management review. This is where connected PSM is decisive: investigations begin from timestamped evidence, and — crucially — measurement stops being a quarterly lagging report and becomes a continuous leading-indicator stream.
| RBPS pillar | What it demands | How the two options serve it |
|---|---|---|
| I — Commit | Culture, standards compliance, competency, workforce involvement, stakeholder outreach. |
Workflow: governs competency, participation, and stakeholder and compliance records. Connected: limited — culture stays human, though live data makes commitment auditable. |
| II — Understand | Process knowledge management; hazard identification and risk analysis. |
Workflow: HIRA and LOPA capture, tracking and revalidation. Connected: digital P&ID as living knowledge; HAZOP deviations monitored live (dynamic PHA). |
| III — Manage | Procedures, safe work, asset integrity, contractors, training, MOC, operational readiness, conduct of operations, emergency management. |
Workflow: governs procedures, permits, MOC, contractor and training records. Connected: condition-based integrity, live readiness checks, real-time deviation and fire-and-gas response. |
| IV — Learn | Incident investigation, measurement and metrics, auditing, management review. |
Workflow: investigation workflow, audit scheduling, management-review records. Connected: evidence-first investigation; continuous leading and lagging indicators feeding review. |
Where CCPS goes beyond OSHA
RBPS adds elements the OSHA standard does not name — process-safety culture, process-safety competency, stakeholder outreach, conduct of operations, operational readiness, measurement and metrics, and management review with continuous improvement. Several of these are precisely where live data adds unique value: operational readiness becomes a verifiable check against the control system, conduct of operations becomes real-time deviation surveillance, and measurement becomes continuous rather than periodic.
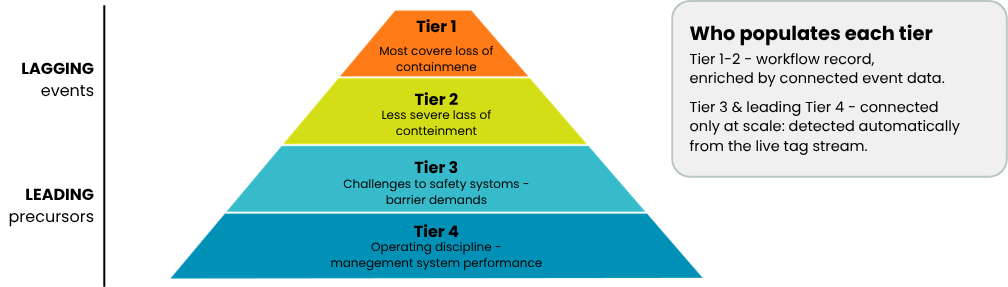
Measurement below the waterline: the leading-indicator advantage
CCPS — through API RP 754 — defines the process-safety event pyramid, four tiers from the most severe loss events at the top down to the operating-discipline indicators at the base. The higher tiers are lagging: they count events that already happened. The lower tiers are leading: they count the challenges and demands that precede events. Workflow software records the top, lagging tiers after the fact. A connected platform is the only practical way to populate the leading tiers continuously — because barrier demands and challenges are detected automatically from the live tag stream, not entered by hand.
| Tier | What it captures | How it is populated |
|---|---|---|
| Tier 1 | Most severe loss of primary containment (lagging). | Recorded in the incident workflow; connected logging adds automatic process context. |
| Tier 2 | Less severe loss of primary containment (lagging). | As Tier 1 — workflow record, enriched by connected event data. |
| Tier 3 | Challenges to safety systems and demands on barriers (leading / lagging). | Connected at scale: detected automatically from the live tag stream and the barrier-health model. |
| Tier 4 | Operating discipline and management-system performance (leading). | Workflow populates audit, training and permit metrics; connected adds continuous barrier-health and deviation indicators. |
OSHA asks whether the system exists. CCPS asks whether it is working — and connected PSM is the only way to answer that question continuously.
CCPS RBPS - Four Pillars, Twenty Elements
RISK-BASED PROCESS SAFETY
I . Commit
- Process Safety Culture
- Compliance with Standards
- Competency
- Workforce Involvement
- Stakeholder Outreach
II . Understand
- Process Knowledge Mgmt
- Hazard ID & Risk Analysis
III . Manage
- Operating Procedures
- Safe Work Practices
- Asset Integrity
- Contractor Mgmt
- Training
- Management of Change
- Operational Readiness
- Conduct of Operations
- Emergency Management
IV . Learn
- Incident Investigation
- Measurement & Metrics
- Auditing
- Management Review
20 elements . 4 pillars . effort follows risk
Measurement Below the Waterline
CCPS / API RP 754 EVENT PYRAMID
The Solution: A Full-Stack Digital PSM Architecture
AI & Analytics
Predictive maintenance, barrier health, trend analytics, KPI dashboards
HyPSM® Engine
MOC, PHA, HAZOP, Incident Mgmt, PSSR, MI — OSHA + CCPS aligned
IT/OT Integration
Sensors, PLCs, DCS, SCADA → real-time data into IndustryOS®
Digital P&ID Layer
All PSI — specs, process parameters, safety data — one click
iLOL® Digital Twin
Plant layout + 5,200+ asset objects at geo-location
Each layer is independently deployable — start with ERP, upgrade to Digital Twin.
IT/OT Integration — Making Steel Data Flow
A modern integrated steel plant generates massive volumes of operational data every second — but in most facilities, OT systems and IT systems don’t talk. IndustryOS™ bridges this gap.
OT Layer (Plant Floor)
|
IndustryOS®
|
IT Layer (Decision Making)
|
Field instruments report to the plant’s programmable logic controllers and distributed control system. An OPC interface exposes that data to the platform. For brownfield assets running legacy control systems, this is typically OPC DA; for greenfield, secure, platform-independent integration, the architecture standard is OPC UA. The integrated-steel transition makes both relevant at once: the legacy DRI plant is most likely a DA environment, while the new blast-furnace, basic-oxygen and air-separation units would be commissioned UA-native.
The Digital P&ID is the spine
A live reading is only as useful as the structure it lands on. The platform resolves every tag onto an intelligent, data-enabled P&ID — so a value is never just a number, it is a number attached to a specific instrument, on a specific line, in a specific node of a specific unit. That structure is what makes deviation-against-design-envelope, the cause-and-effect matrix, and live barrier-health monitoring possible. It is the static layer of the platform, made literal, and it is what separates a safety digital twin from a dashboard.
Proven at scale
The architecture is not theoretical. In a live, multi-plant reference deployment, the platform demonstrates the throughput that real-time PSM demands:
|
Polling resolution
5 ms
instrumentation tags read every five milliseconds
|
Tag coverage
55,000
instrumentation tags integrated across eight plants
|
Barrier-health monitoring
7,000
instruments monitored real-time as live PSM barriers
|
Read together, these figures describe a system that does not sample the plant occasionally — it watches it continuously, at a resolution fine enough that a barrier degradation or a design-envelope excursion is seen as it forms, not after it has propagated into an event.
Machine to Barrier Health
THE CONNECTED ARCHITECTURE
One data path – conventional at the plant, intelligent at the platform. |
||||||||||
|
MACHINE
field instruments
|
PLC / DCS
control systems
|
OPC
DA / UA
|
IndustryOS®
platform
|
DIGITAL P&ID
intelligent spine
|
BARRIER HEALTH
real-time assurance
|
|||||
|
Brownfield
legacy DCS - OPC DA
|
Greenfield
new units - OPC UA
|
PSM Events by Process Step — and How Software Intercepts
The two tables that follow walk the steel process step by step — first the running plant, then the upcoming integrated complex — listing the credible process-safety events at each stage and showing what each software option contributes. The pattern to watch: in the running plant, workflow software already covers most of the management need; in the integrated complex, the high-consequence gas, molten-metal and cryogenic events are precisely where the connected layer stops being a nice-to-have.
| Process step | Credible process-safety events | Option 1 - Workflow intercept | Option 2 - Connected Intercept |
|---|---|---|---|
| Ore & coal yard / handling | Coal stockpile self-heating; conveyor fire; bunker engulfment; respirable-dust exposure. | Inspection and housekeeping permits; hazard register; near-miss capture. | Conveyor and stockpile temperature trending; early self-heating alarm. |
| Coal washery | Coal-dust deflagration; transfer-point fire; confined-space asphyxiation. | PTW, LOTO and confined-space entry governance; JSA. | Live dust and gas readings tied into entry permits; equipment-status interlock check. |
| Pellet plant | Dust explosion in grinding and screening; CO in induration; fuel-gas leak. | HIRA and operating-procedure control; PSSR for the unit. | Induration-zone CO and fuel-train monitoring against safe limits; deviation alerts. |
| DRI rotary kilns (core) | CO poisoning; kiln blowback; after-burner explosion; accretion upset; hot-solids burns. | Operating procedures, MOC for any kiln change, incident workflow. | Live CO, temperature-profile and pressure monitoring as barriers; blowback precursor detection. |
| Sponge-iron storage | Reoxidation self-heating fire; hydrogen generation from wet DRI; fines deflagration. | Storage procedures; moisture-control checklists; incident learning. | Silo temperature and hydrogen monitoring; trended self-heating signature and alarm. |
| Captive power (WHRB / AFBC) | Boiler furnace explosion; low-water tube rupture; bed upset; steam release. | PSSR, MI inspection plans, PTW for boiler work. | Live drum-level, flame and bed-temperature barrier monitoring; trip-logic surveillance. |
| EAF / IF + rolling mill | Molten-metal-water steam explosion; furnace eruption; arc-flash; hydraulic-oil fire. | PTW, LOTO, JSA; incident and BBSO capture. | Cooling-water-integrity and furnace-state monitoring; oil-system leak detection. |
| Coke-oven battery | Coke-oven-gas (CO + H2) release; charging / pushing fire; battery underfiring explosion; quench steam event. | Gas-work PTW, MOC, operating procedures; emergency-plan governance. | HIGH live COG main pressure and leak monitoring as a barrier; underfiring fuel-train surveillance. |
| By-product recovery | Benzene / tar fire; H2S, HCN and ammonia release; PAH carcinogen exposure. | HIRA, exposure-monitoring records, PTW for the recovery train. | MED-HIGH toxic-gas detection tied to barriers; tank and decanter level / temperature limits. |
| Blast-furnace ironmaking | Blast-furnace-gas (high-CO) release; hearth breakout; furnace slip / hang; tuyere burn-through; hot-stove explosion; PCI coal-dust explosion; N2 asphyxiation. | Operating procedures, MOC, PSSR; emergency response plan; confined-space governance. | HIGH BFG-system, stove and hearth-cooling barrier monitoring; slip / hang precursors; PCI dust and inert-gas surveillance. |
| Hot-metal handling | Ladle / torpedo breakout; hot-metal-moisture steam explosion; reactive-reagent event. | Procedures and PTW for handling and desulphurization; incident workflow. | HIGH ladle-integrity, moisture-ingress and route-clearance monitoring; reagent-system interlocks. |
| Basic-oxygen steelmaking | Metal / slag slopping; lance cooling-water ingress → steam explosion; converter-gas (CO) explosion; charging splash. | Operating procedures, MOC, PTW; incident and BBSO capture. | HIGH lance-water-integrity, converter-gas-recovery and blow-state barrier monitoring; trip surveillance. |
| Cryogenic air-separation unit | Reboiler hydrocarbon accumulation → cold-box explosion; O2-enrichment fire; cryogenic burns; N2 asphyxiation. | MI inspection, PSSR, PTW; confined-space and procedure control. | HIGH trace-hydrocarbon and reboiler monitoring; oxygen-purity and pressure barriers; inert-gas detection. |
| Continuous casting | Steel breakout; mould-water-steel steam explosion; hydraulic-oil fire. | Operating procedures, PTW, JSA; incident workflow. | MED-HIGH mould-water-integrity and breakout-detection monitoring; oil-system surveillance. |
| Hot strip mill / rolling | Large hydraulic and lube-oil fire; descaling event; hot-coil handling. | PTW, LOTO, JSA; MI plans for oil systems. | MEDIUM oil-inventory leak and temperature monitoring near hot stock. |
| Slag granulation / metal recovery | Slag-water steam explosion; hydrogen evolution in granulation; hot-slag handling. | Procedures, PTW, contractor governance for recovery operations. | MED-HIGH granulation-water and hydrogen monitoring; hot-slag-route barriers. |
| Fuel-gas network & holders | Gas-holder explosion / rupture; main rupture → site-wide toxic CO cloud; flashback at mixing. | Gas-system MOC, PTW; site emergency and off-site plan governance. | HIGH holder-level, network-pressure and CO-detection barriers across the site; flashback precursors. |
| Captive power (gas-fired, 90 MW) | Process-gas firing explosion; boiler and turbine events. | PSSR, MI plans, PTW. | HIGH fuel-gas-train, flame and trip-logic barrier monitoring. |
Reading the two tables together
In the running plant, every row has a substantive workflow intercept — the management system can carry most of the load, and the connected layer adds early warning where it is cheap to instrument. In the integrated complex, the workflow column stays necessary but stops being sufficient: a coke-oven-gas release, a hearth breakout, a converter-gas explosion or a cold-box event cannot be managed by a permit and a procedure alone. They are detection problems, and detection is the connected layer’s native territory. That is the engineering case for sequencing a connected deployment to land before, not after, the new units start up.
Reading the two tables together
The single strongest play in a connected PSM portfolio is incident reporting fed directly by PLC and DCS datasets — because it replaces the most error-prone activity in the whole discipline with timestamped truth.
In the traditional model, an investigation begins by reconstructing what happened. Operators are interviewed, paper logs are gathered, and a partial picture of trends is assembled days or weeks later. The reconstruction is slow, it is contested between functions, and it is frequently wrong on exactly the detail that matters — the order and timing of events in the final seconds.
Connected incident logging removes the reconstruction. Because the platform already holds the live tag stream against the digital P&ID, the moment an event trips, the system captures its own process context automatically:
- Sequence of events — the exact, timestamped order in which alarms, trips and state changes occurred, drawn from the control system rather than from memory.
- Alarm flood and trip logic — the full alarm record and the interlock and trip actions, showing which protective functions activated and which did not.
- Barrier-health history — the condition of the relevant safeguards in the period before the event, so a degraded barrier is visible as cause, not inferred after the fact.
- Lead and lag indicators — the precursor drift that preceded the loss event, computed continuously and tied to a live cause-and-effect matrix.
The result is an investigation that starts from evidence rather than assembling it: faster closure, defensible root-cause analysis, and a learning loop that feeds verified precursors back into the barrier-health model so the next occurrence is caught earlier. For a producer standing up unfamiliar high-hazard units, this is not a reporting convenience — it is how the organization builds, in months, the incident-derived process knowledge that would otherwise take years of operating experience to accumulate.
An investigation should begin with the evidence, not spend its first week assembling it. Connected incident logging makes that the default.
Incident Logging That Starts With Evidence
CONNECTED INVESTIGATION
1
TRIP EVENT
Event trips
A deviation crosses a limit / a trip fires
→
2
TELEMETRY
Auto-capture
SOE - alarm flood - trips - barrier history
→
3
ANALYSIS
Evidence-first RCA
Fault tree begins from timestamp truth
→
4
PREVENTION
Verified precursors
Root causes & leading indicators confirmed
Fed back into the live barrier-health model — caught earlier next time.
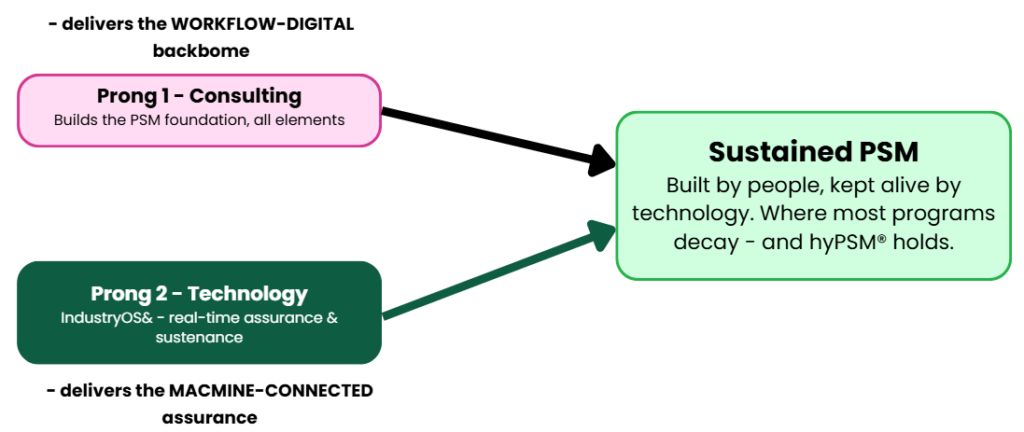
How Sparrow Helps: The hyPSM® Journey
Most process-safety programs are built in a project and then quietly decay back into a binder. hyPSM® — Hybrid Process Safety Management, a registered Sparrow product, built over the iLOL® digital-twin interface — is engineered to prevent exactly that, by pairing a human foundation with a technology engine that sustains it.
hyPSM® is CCPS- and OSHA-aligned and layered by technology at the Process Safety Information layer and across the workflows, with implementation designed for sustenance rather than one-off compliance. Sparrow delivers it through two complementary prongs — which map directly onto the two software options in this note.
Prong 1 — Consulting: building the foundation across all elements
Sparrow’s domain specialists build the PSM foundation from the ground up: capturing hazard, process-chemistry, process-technology and asset information; establishing the Process Safety Information foundation and the PSM method; building internal competency to run audits; conducting the hyPSM® audit and gap analysis; developing and linking SOPs, workflow documents, checklists and the management-commitment review; and standing up training, KPIs and a tracking methodology. This is the foot-on-ground work no platform can substitute — the foundation every PSM element rests on.
Prong 2 — Technology: IndustryOS® ⇲ for real-time assurance and sustenance
Once the foundation exists, IndustryOS® carries it forward. The platform holds the information, workflow and tracking layers digitally — PSI and data management, the digital P&ID, Management of Change, mechanical integrity, work permits linked to iLOL®, and every other element as per CCPS and OSHA — and, where the connected option is in scope, delivers real-time assurance through live barrier-health monitoring. This is the engine of sustenance: what keeps the program alive, measurable and improving after the consultants hand over, so process safety does not slide back to paper.
Consulting builds the foundation. Technology keeps it standing. The handover between the two is where most programs fail — and where hyPSM® is engineered to hold.
Ten layers of curated implementation
hyPSM® is delivered as ten curated layers, moving from a consulting-built foundation to technology-enabled sustenance. The month markers below are indicative only — actual durations vary with industry type, plant size, process complexity, the number of PSM elements in scope, and the site’s starting maturity. Layers frequently run in parallel or compress; the sequence matters more than the calendar.
hyPSM® - Ten Curated Layers
Layer = stage. Month markers are INDICATIVE and vary by industry type, size, complexity & maturity.
Strategic Implementation Roadmap
A comprehensive transition from foundation design to live operations and handholding
Prong 1 = Consulting (Foundation)
Inputs & scope
0
1
PSI foundation
Competency
2
3
hyPSM® audit
SOPs & workflows
4
5
Training KPI
Handover
Prong 2 = Technology (Sustenance)
Tech platform live
6
7
Handover
Revisit KPIs
8
9
Combined audit
Handholding
10
Consulting Stage (0 - 5)
Technology Stage (6 - 10)
The two prongs map directly onto the two implementation options in this note: the consulting foundation delivers the workflow-digital backbone and the human PSM build, while the IndustryOS® engine delivers the machine-connected, real-time assurance. A client can engage either prong alone — but the durable outcome, and the reason hyPSM® exists, is the combination of the two.
Detailed timeline breakdown showing focus activities, delivery channels, and indicative milestones.
| Layer (indicative stage) | Focus & activities | Delivery prong |
|---|---|---|
| Layer 0 ~ Month 0 (indicative) | Inputs gathered: hazard information, process chemistry, process technology, asset information, and the selected PSM element(s) in scope. | Consulting — Foundation |
| Layer 1 ~ Month 1 (indicative) | Building the Process Safety Information foundation; defining the PSM method and core workflows. | Consulting — Foundation |
| Layer 2 ~ Month 2 (indicative) | Competency building — developing the internal skills to run a PSM audit. | Consulting — Foundation |
| Layer 3 ~ Month 3 (indicative) | hyPSM® audit by Sparrow; post-audit discussion, internal-audit review and comparison analysis. | Consulting — Foundation |
| Layer 4 ~ Month 4 (indicative) | SOP review, development and update (linked to PSM); workflow documents, checklists and calendar preparation; review of management commitment. | Consulting — Foundation |
| Layer 5 ~ Month 5 (indicative) | Training; KPIs; tracking methodology established. | Consulting — Foundation |
| Layer 6 ~ Month 6 (indicative) | Technology platform live — information, workflow and tracking digitalized on IndustryOS®. | Technology — IndustryOS® |
| Layer 7 ~ Month 7 (indicative) | Handover from the Sparrow team to the client's own teams on the platform. | Technology — IndustryOS® |
| Layer 8 ~ Month 8 (indicative) | Revisit KPIs and support independent growth of the in-house program. | Technology — IndustryOS® |
| Layer 9 ~ Month 9 (indicative) | Combined-team performance audit (Sparrow with the client). | Technology — IndustryOS® |
| Layer 10 ~ Month 10 (indicative) | Training and handholding to embed lasting capability. | Technology — Sustenance |
Two Prongs, One Outcome
HOW SPARROW DELIVERS HYPSM®
Choosing Your Path
The choice between the options — or the sequencing of both — turns on four practical questions. The framework below is deliberately blunt; it is meant to be answered honestly by a plant leadership team, not optimized on paper.
A checklist guide comparing the suitability criteria between Workflow-Digital interventions (Option 1) and Connected-Telemetry interfaces (Option 2).
| Question | Points toward Option 1 (workflow-digital) | Points toward Option 2 (machine-connected) |
|---|---|---|
| Hazard class | Mostly unit-localized events; no major-accident-hazard status. | Major-accident-hazard installation; large gas, molten-metal or cryogenic inventories with off-site potential. |
| OT readiness | Control system not safely accessible, or no appetite to open the OT boundary yet. | Secured, trusted read-access across the OT / IT boundary is achievable and governed. |
| Maturity & speed | Need a defensible PSM system of record fast, with minimal integration risk. | Willing to invest months of integration for continuous detection and barrier health. |
| Capital & lifecycle | Brownfield, stable operation; incremental improvement. | Greenfield or major expansion; commissioning unfamiliar high-hazard units. |
The recommended sequence for an expanding producer
For a manufacturer integrating into primary steelmaking, the pragmatic path is rarely one option alone. Land the workflow layer first: it is fast, low-friction, wins the discipline immediately, and — importantly — it earns the operational trust and the data-access conversation that the connected layer depends on. Then bring the connected layer online ahead of the new high-hazard units, so that the coke ovens, blast furnace, basic-oxygen shop and air-separation unit start up under real-time barrier monitoring from day one, in the highest-incident window of the plant’s life. Once a site’s HAZOP nodes, barrier model and incident trails live in one connected system of record, the switching cost is enormous — and the safety case is continuous rather than periodic.
THE FOUR-QUESTION FRAMEWORK
Interactive schema derived from image_2d72e0.png to weigh parameters and guide your technology intercept choices.
Hazard class?
OT readiness?
Maturity & speed?
Capital & lifecycle?
Weigh
the
answers
Option 1
workflow-digital first
Both, sequenced
land workflow – connect
Option 2
connected, high-hazard
Assess Core Criteria
Select Best Fit
Hazard class?
OT readiness?
Maturity & speed?
Capital & lifecycle?
Weigh the answers
Option 1
workflow-digital first
Both, sequenced
land workflow – connect
Option 2
connected, high-hazard
Outcomes & Value
The value of digital PSM is not abstract. It shows up as fewer surprises, faster decisions, and a safety case that holds up under scrutiny. The two options deliver overlapping but distinct returns.
From Option 1 — workflow-digital PSM
- A single, auditable system of record for every PSM element, replacing paper and disconnected spreadsheets.
- Governed, time-stamped Management of Change and Permit to Work, with nothing falling through the cracks and every action tracked to closure.
- Regulator- and insurer-ready evidence on demand, from a live database rather than a filing cabinet.
- Weeks-not-months deployment, with no operational-technology security burden.
From Option 2 — machine-connected PSM
- Real-time barrier-health management — degraded safeguards are visible before, not after, they fail to stop an event.
- Safe-operating-limit excursions and design-envelope deviations flagged as they form, at millisecond resolution.
- Incident investigations that start from timestamped evidence — sequence of events, alarms and trips captured automatically.
- A safety digital twin that lets an organization commission unfamiliar high-hazard units under continuous surveillance, compressing years of operating experience into months of monitored learning.
The first option makes your process-safety management defensible. The second makes your process safety observable. Most serious operators, in the end, want both.
Outcomes & Value
Process Safety Management was designed in an era when the only practical record was a document. That era is over. The plant generates more truth about its own safety, every millisecond, than any binder can hold — and the question is no longer whether to digitalize PSM, but how far to let the software reach into the plant. The two options in this note are the honest answer: a workflow layer that every serious site should have, and a connected layer that the most hazardous and most ambitious operations increasingly cannot do without.
For an integrated steel producer in the middle of a generational expansion, the stakes are unusually clear. The plant being built is more dangerous in kind, not just in degree, than the one it replaces. The software strategy should be built for that plant — starting now, ahead of first fire.
About IndustryOS® ⇲
IndustryOS® is a manufacturing-native platform for process intelligence and digital process safety, combining a digital-twin and intelligent-P&ID core, real-time IT/OT integration through PLC, DCS and OPC, and a full suite of EHS and PSM modules aligned to CCPS and OSHA. It is built for the Indian process industries and the plants they are becoming.
Implementation Roadmap: Phased Deployment
Built for steel industry realities — brownfield plants, legacy systems, phased budgets. Start simple, scale to Digital Twin.
A phased implementation plan for structural transition, digital twin modeling, system integration, and global scale operations.
Phase 1: Foundation
- • PSI digitization & centralization
- • Core HyPSM® modules — MOC, PHA, Incident Mgmt
- • User onboarding & role mapping
- • Compliance framework setup (OSHA/CCPS)
Phase 2: Digital Twin
- • iLOL® layout build — all production units
- • Digital P&ID creation for critical processes
- • Asset library population with equipment data
- • Zone classification & gas danger mapping
Phase 3: IT/OT & AI
- • OPC UA bridge to DCS/PLCs/SCADA
- • Real-time process data overlay on P&IDs
- • Barrier health monitoring activation
- • AI analytics — predictive maintenance, trend detection
Phase 4: Enterprise
- • Multi-unit rollout & standardization
- • Enterprise dashboards & KPI visualization
- • Advanced AI — Cp/Cpk, deviation prediction
- • Continuous improvement & audit optimization
Why Sparrow for Steel PSM
Built for steel industry realities — brownfield plants, legacy systems, phased budgets. Start simple, scale to Digital Twin.
12+ Years in Process Safety
600+ industrial clients across chemical, pharma, oil & gas, and manufacturing. We didn't pivot to tech — we built it from consulting depth.
Only iLOL®-Based Digital Twin
No one else offers a 2D Digital Twin that doubles as a P&ID, PSI repository, and IT/OT data lake — in one platform. Purpose-built, not bolted on.
OSHA + CCPS — Both, Natively
HyPSM™ is the only Indian PSM platform aligned to both OSHA's 14 elements and CCPS's 20 RBPS elements. Not checkbox — workflow-integrated.
Full IT/OT Bridge — Not Just ERP
We connect to DCS, PLCs, SCADA via OPC UA. Your digital P&ID shows live process values — not yesterday's data in a dashboard.
AI That Knows Process Safety
Barrier health monitoring, deviation prediction, Cp/Cpk optimization — AI trained on actual process safety context, not generic ML models.
Built for Indian Industry Reality
Brownfield-ready, phased deployment, ISI/BIS/PESO compliance awareness, multilingual SOPs, and pricing built for Indian scale.
Frequently Asked Questions
Comments are closed.